Bending Aluminum Sheet Grain

Metal Grain Direction What You Need To Know Aaa Air Support

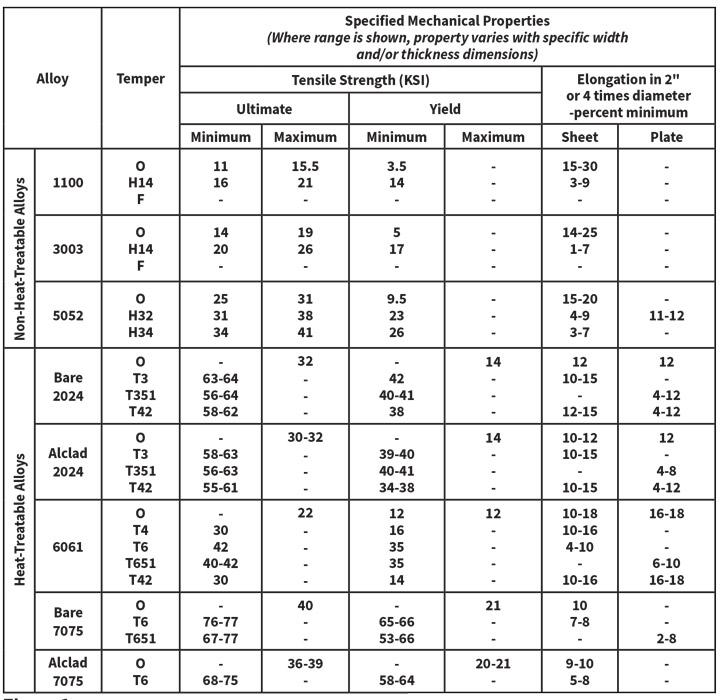
Understanding Grain Structure And Direction When Plate Bending

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal

Bending Basics The Fundamentals Of Heavy Bending
Press Brake Basics 10 Tips For Bottom Bending Aluminum

Analyzing The K Factor In Sheet Metal Bending

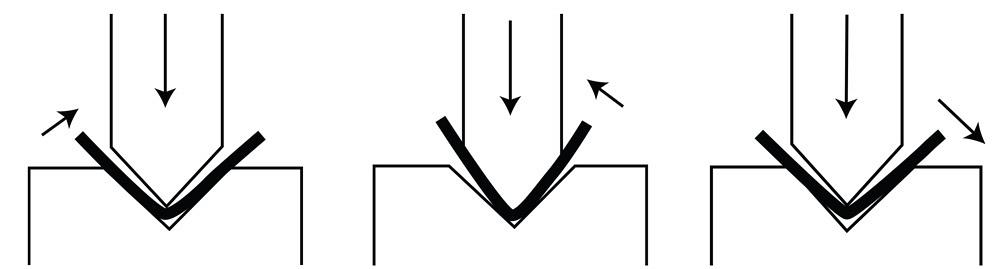
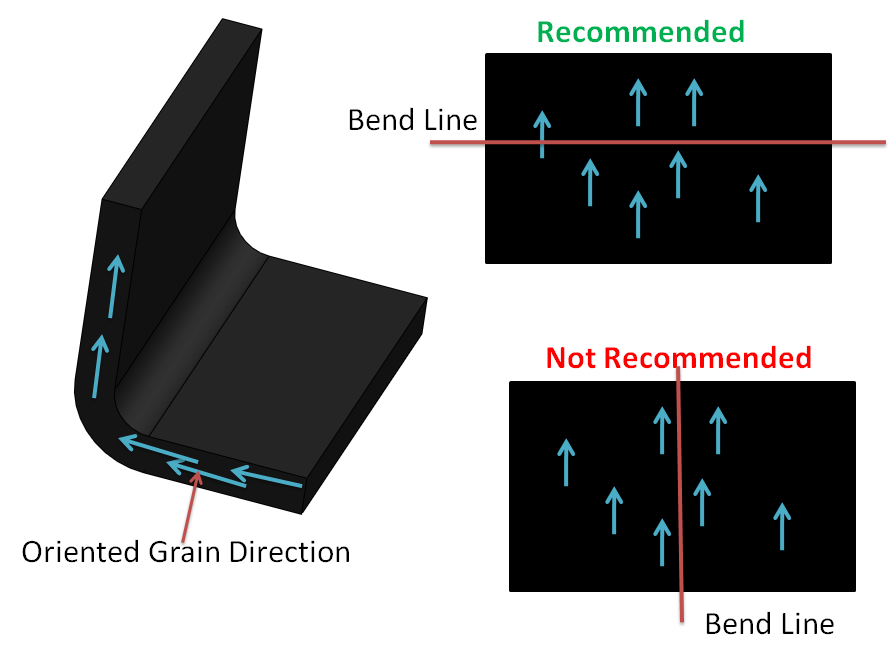
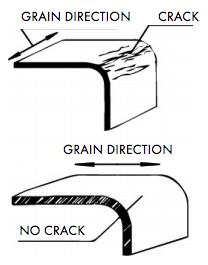
You must pay careful attention to grain or rolling direction when bending high strength metals especially when trying to achieve a small inside bend radius.
Bending aluminum sheet grain.

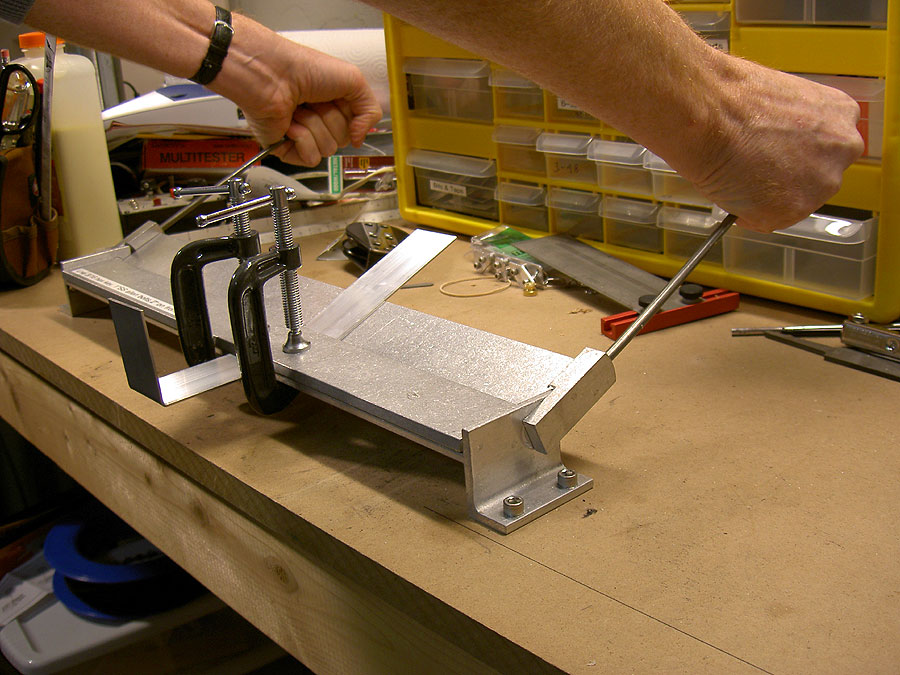
Making Fittings Part 1
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

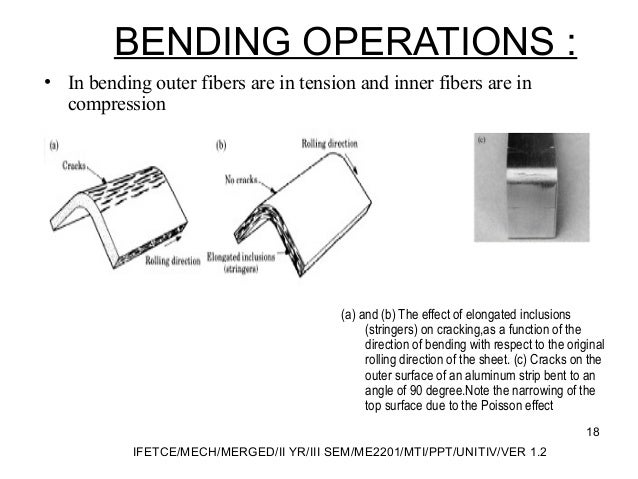
5 Cracking Results When The Direction Of Bending Is Parallel To The Download Scientific Diagram

Aluminum Plate Grain Direction In Aluminum Plate
Minimum Versus Recommended Inside Bend Radius

Here Are The Best Aluminium Alloys For Bending Shapes
Http Www Theartofpressbrake Com Wp Content Uploads 2015 01 29 Bending Variables Pdf
Unit 4 Ppt Mt1

Rolling Direction Of An Aluminium Plate
Aluminum Sheet How To Bend Aluminum Sheet At Home
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange
What Is Metal Stamping Esi Engineering

Asp3220 Patterned Aluminum Sheet Wood Grain 2 X 6 20ga By Fdjtool Fdj Tool

Mechanical Design Tutorial Sheetmetal Design
Https Online Kaiseraluminum Com Depot Publicproductinformation Document 1019 Kaiser Aluminum Hi Form Aerospace Pdf
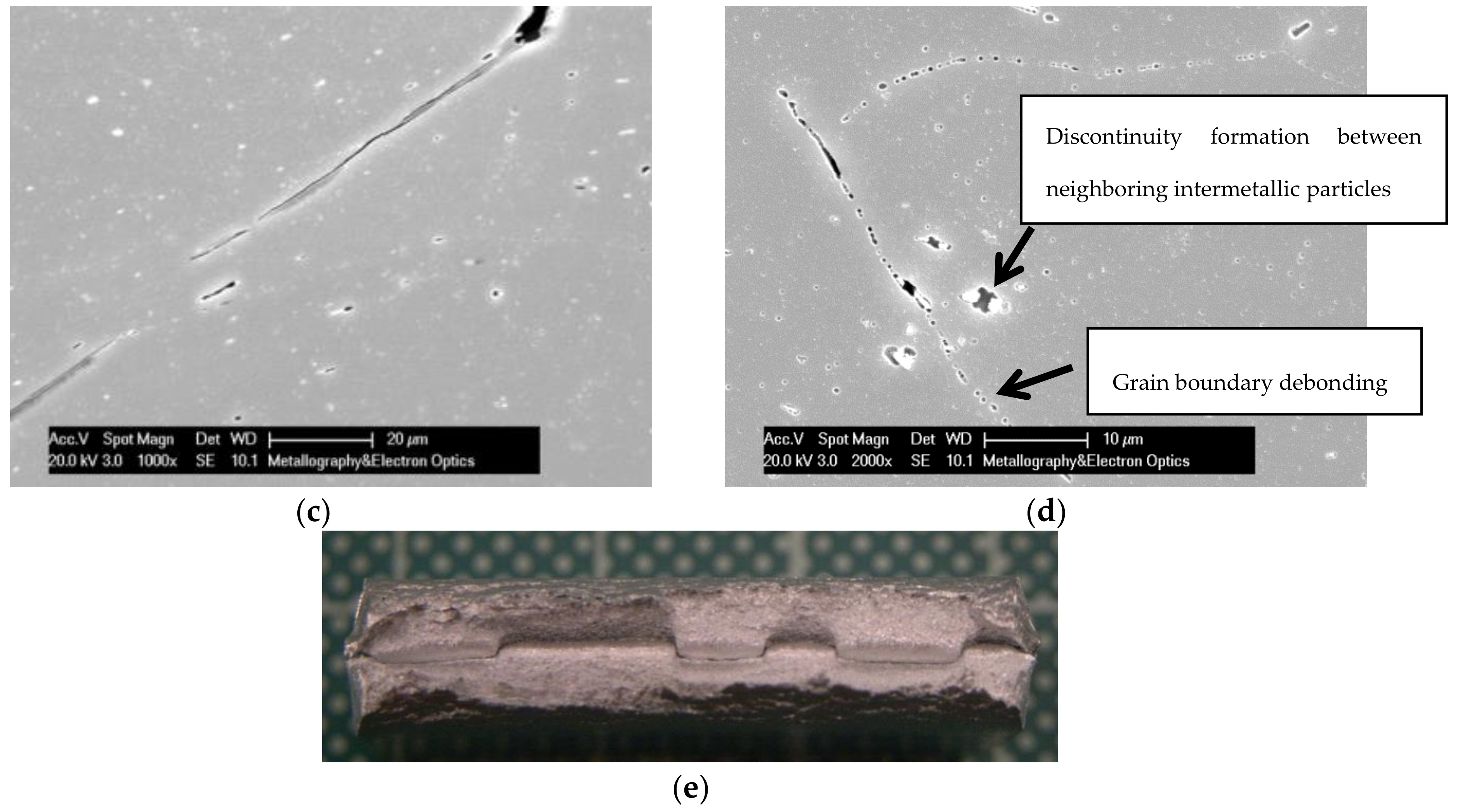
Metals Free Full Text Examination Of Formability Properties Of 6063 Alloy Extruded Profiles For The Automotive Industry Html

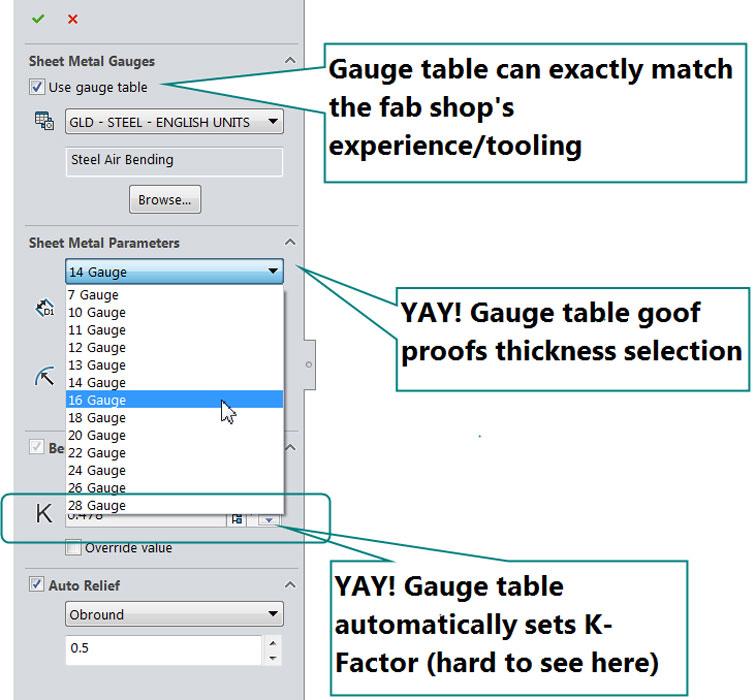
Video Tech Tip Master Solidworks Sheet Metal Grain Direction Youtube
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiqvlupbxaqt4auezt3tznunxbxmnl1iccgyudo Iy Aggr2 Q Usqp Cau

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Automated Sheet Metal Panel Bending Services Sheet Metal Metal Panels Metal Working

Orange Peel Industrial Metallurgists
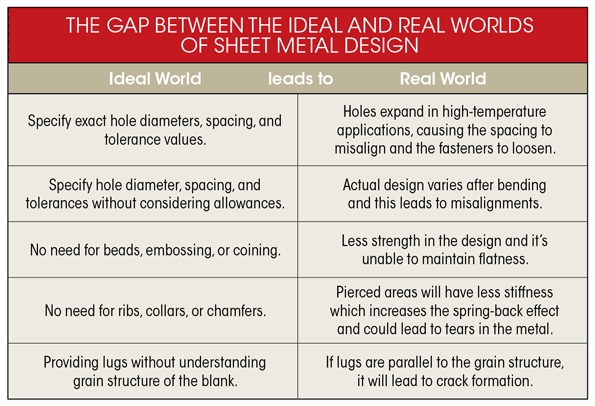
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Bending Aluminum Grassroots Motorsports Forum
Source : pinterest.com
