Bending 125 Aluminum Sheet

Bending Aesthetics When The Finish Comes First Fabricating And Metalworking

Layout And Forming Part Two

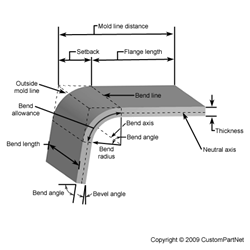
Bend Allowance Sheetmetal Me
Aluminum Sheet How To Bend Aluminum Sheet
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge

Sheet Metal Design Guide Geomiq

The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
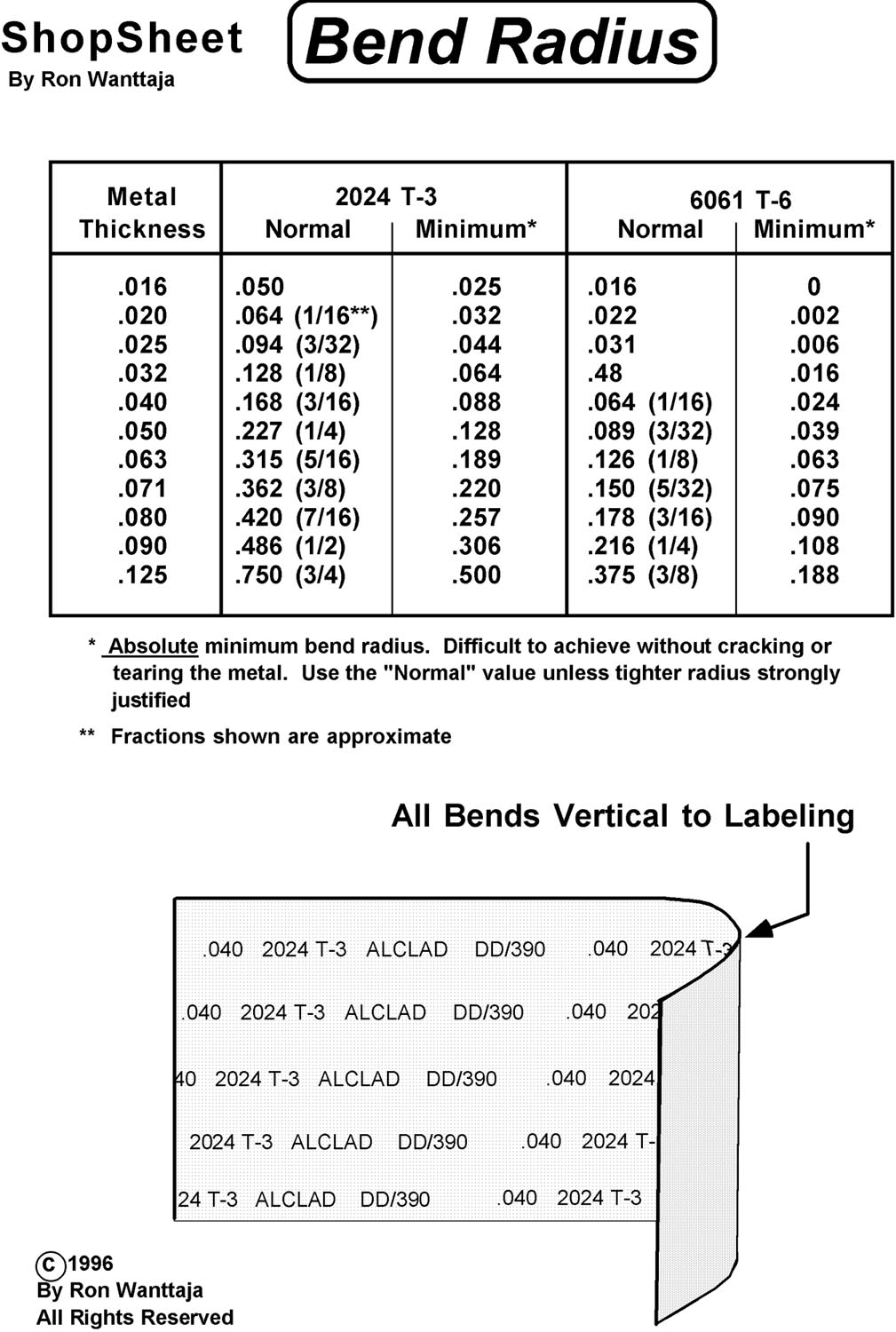
Bending 125 aluminum sheet.

Which Aluminum Alloy Bends Best Clinton Aluminum
Bend Allowance Calculator

Free 1000 Diy Projects Handbook Homemade Bending Tool X2f Sheet Metal Brake Hobosgold Do You Find Th Metal Bending Sheet Metal Brake Aluminum Sheet Metal
Aluminum Sheet K Factor Aluminum Sheet
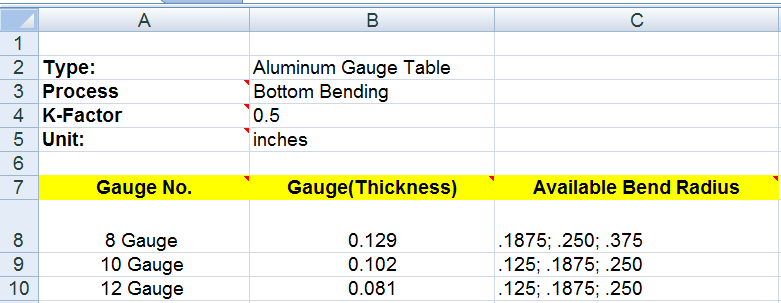
How To Set Up Sheet Metal Gauge Tables Engineers Rule

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending

Aluminum Sheet Craft Metal All Sizes Fast Shipping
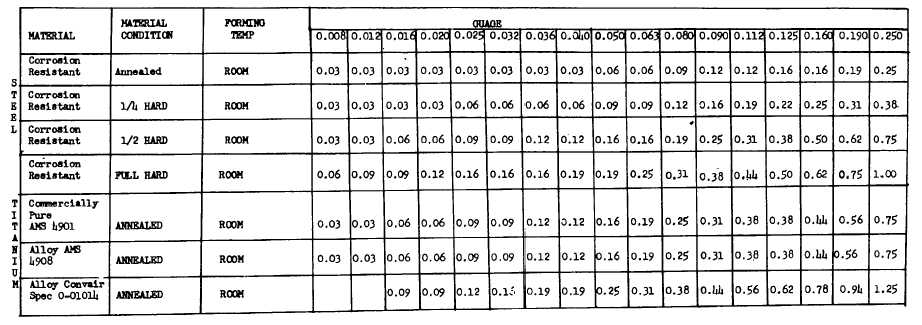
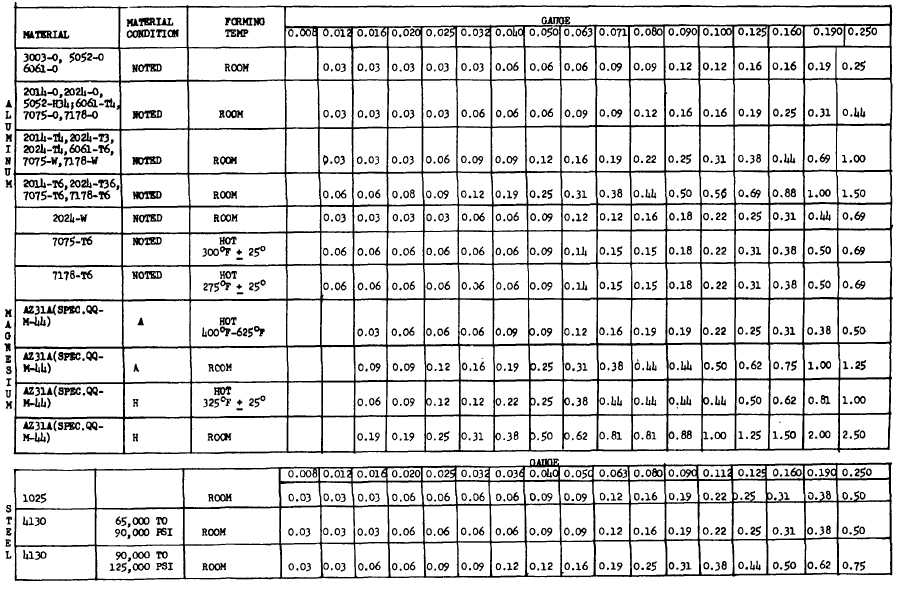
Standard Bend Radii For 90 Cold Forming Flat Sheet Contd
Metalsdepot Buy 6061 Aluminum Channel Online
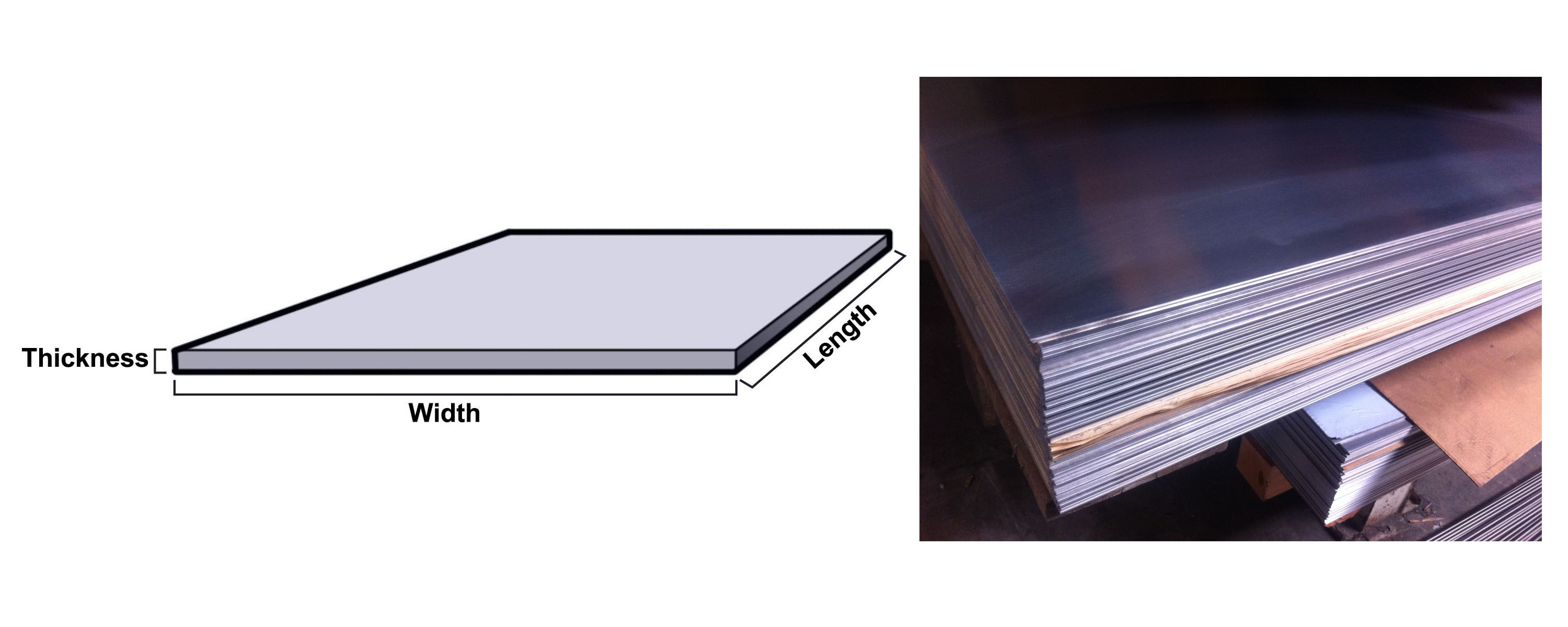
Aluminum 5052 Sheet M K Metal Co
Run Away Brainz Diy How To Bend Aluminium The Easy Way With A Home Made Brake And A Few Tricks Sheet Metal Bender Steam Bending Wood Metal Bender

Aluminum Perforated Sheet 1 8 Thick 1 4 Hole 3 8 Stagger Various Sizes Perforated Metal Perforated Metal Sheet

Pin On Forms And Shapes

3d Cad Modeling Of Sheet Metal Parts

Sheet Metal Bending Up To 16 M Length

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal

Mill Finish Aluminum Sheet Plate 6061 T6 190 48 X 5 125 Aluminium Sheet Stainless Steel Sheet Diamond Plate

The Tool Works Great It Does Have To Be Mounted On A Strong Table With A Little Muscle This Bender Can Fold Metal Bending Tools Welding Table Welding Projects
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

How To Bend Steel Plate Without A Brake Youtube

Sheet Metal Bender 30 Aluminum Bending Brake Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal
Solved Long Answer Quantitative 6 Estimate The Maximum Chegg Com

Aluminum Sheet Aluminum Sheet Weight Chart

What Is The K Factor In Sheet Metal Bending Apx
Source : pinterest.com
